Background
The Canadian Army developed an anti-aircraft turret for the M4A1 Sherman "Grizzly" that came to be known as Skink. It mounted four 20mm Polsten guns that were synchronized. The new tank was obsolete even before it was finished, but a single prototype was sent to NWE for a short time near the end of the war, where the lack of enemy planes to shoot was compensated by an abundance of infantry targets on which to release storms of 20mm hurt.
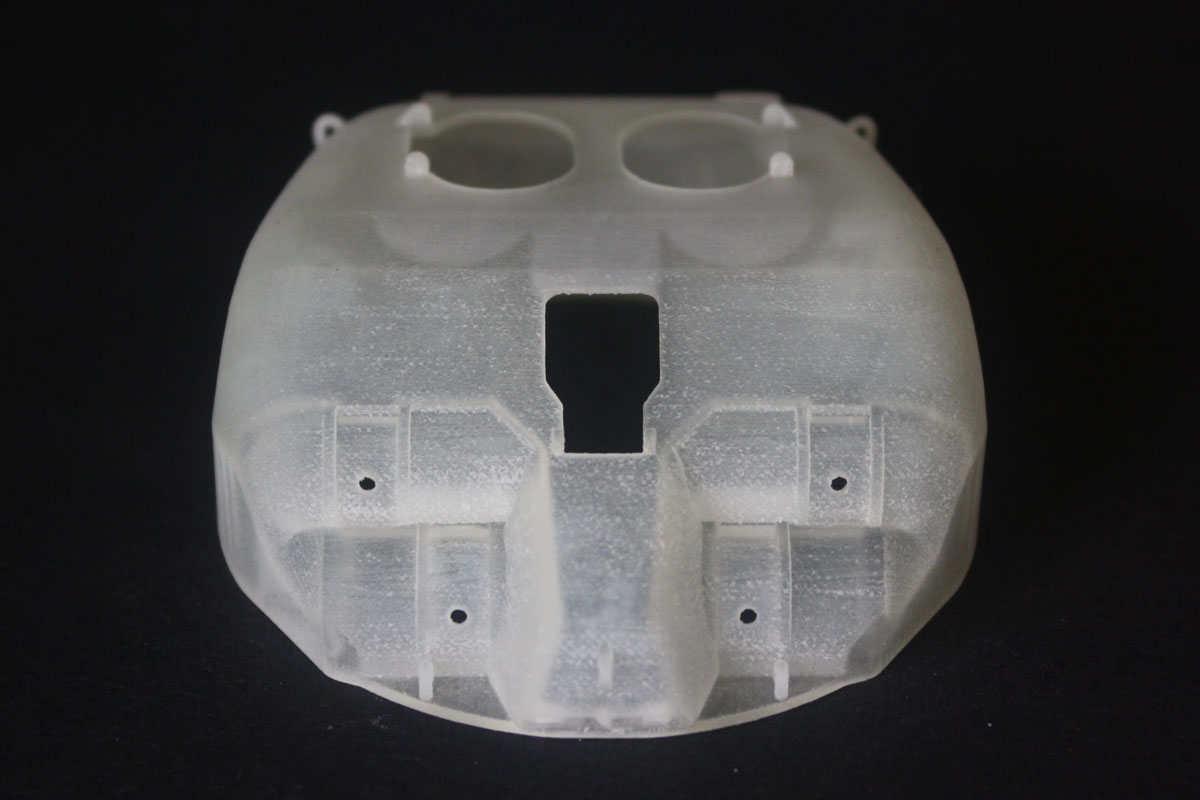
There were two versions of the turret - one with a full-height bustle as modelled some time ago by a Brazilian company (Panzer Resin Models) in 1:35, and a later version with the bustle floor raised to presumably offer clearance for the hull crew hatches. This new 3D-printed turret is the later type.
contents
Available from our very own Iain "Pave-Hawk" in his Spectre Scale shop at
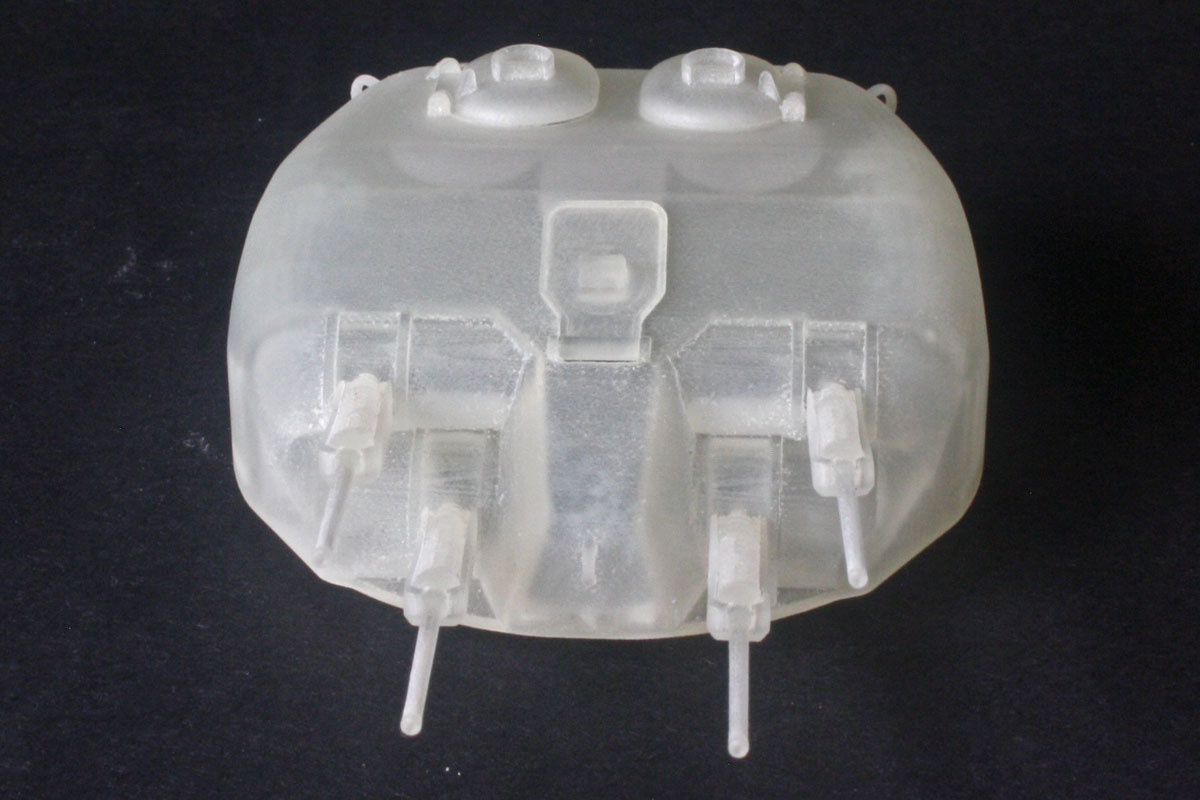
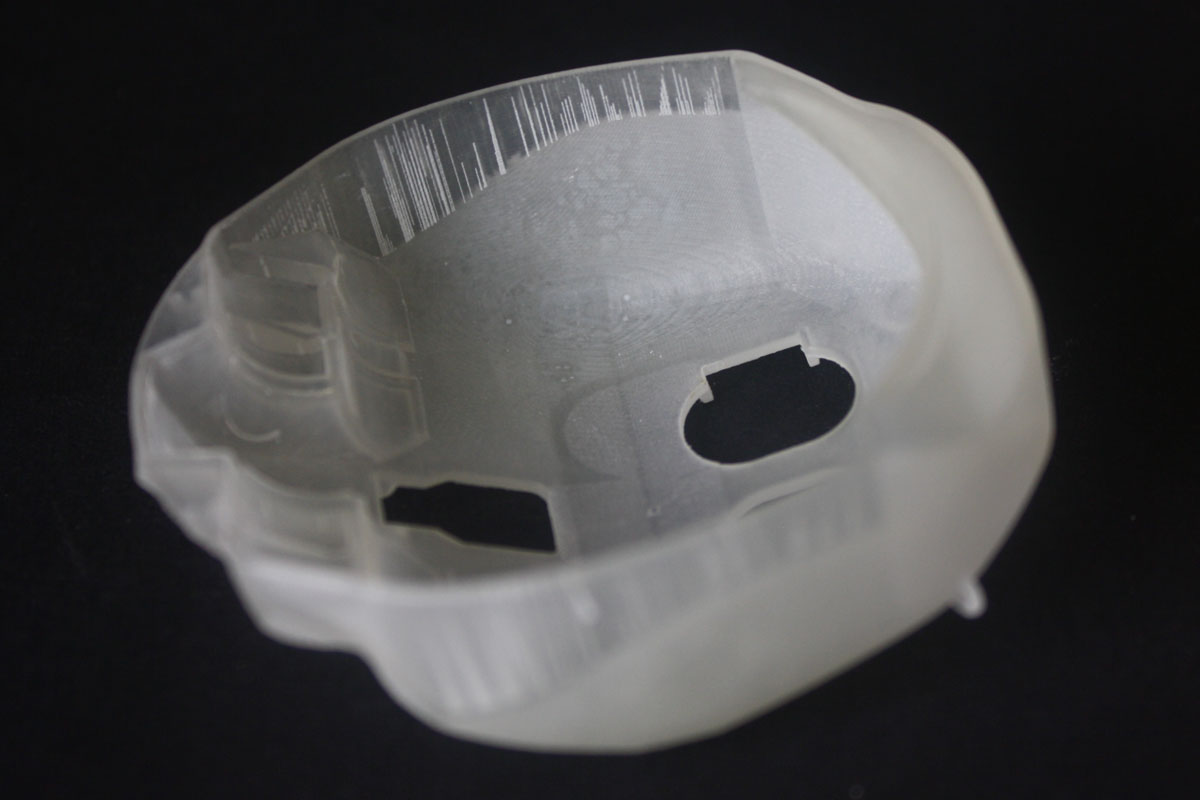
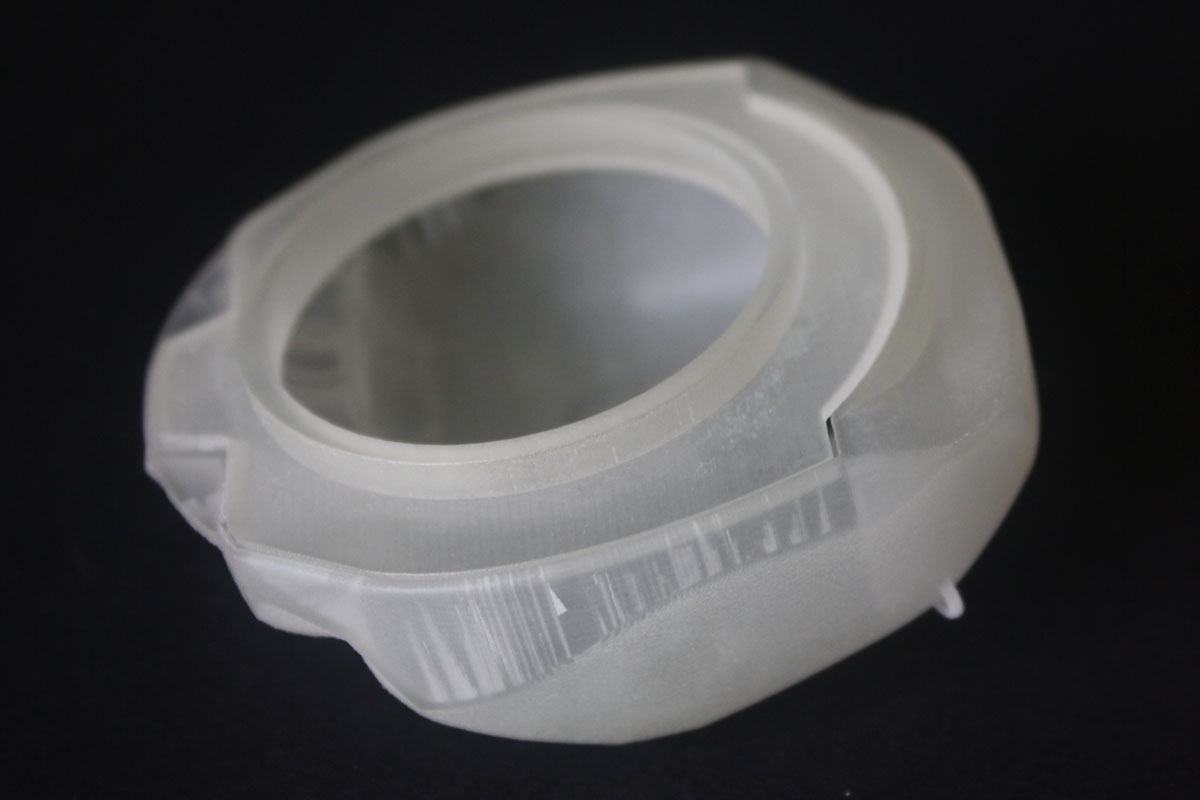
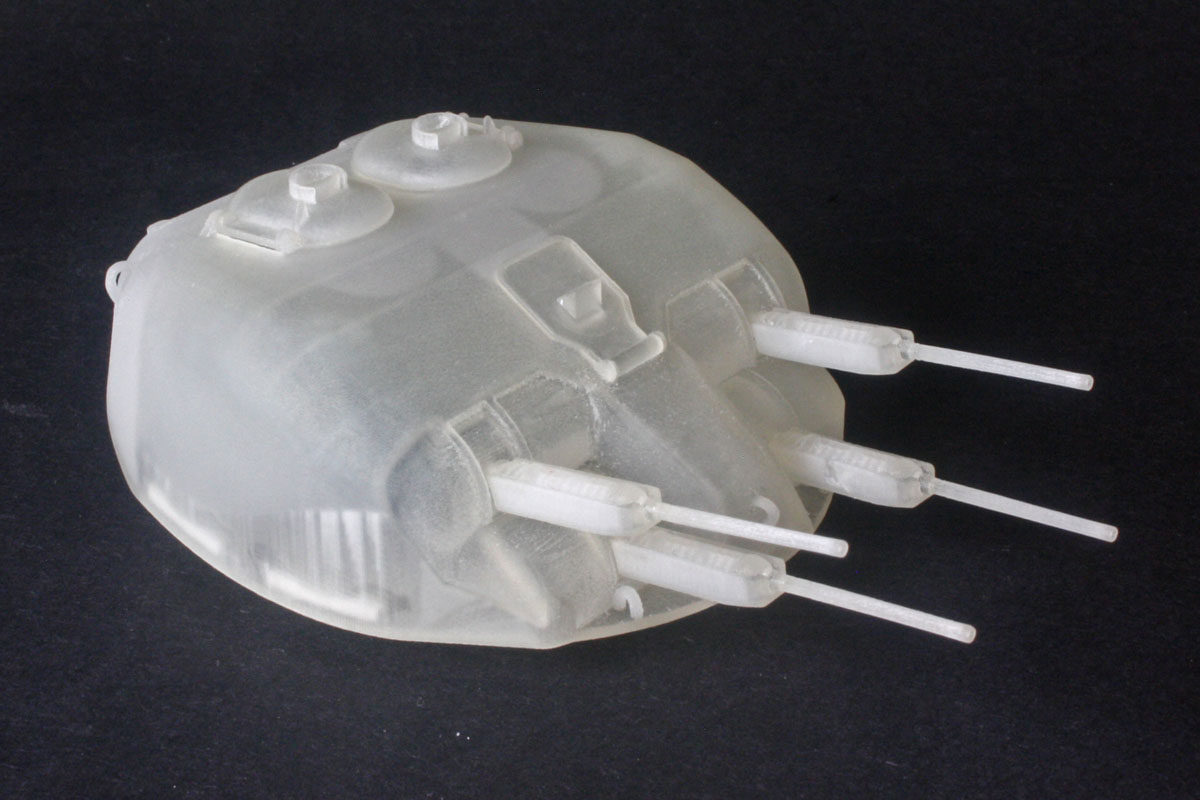
Shapeways.com, this new turret comes as three main parts. There is the turret shell, a choice of two turret rings (DML or Tasca/Asuka depending on your choice of hull kit), and the four guns. The shell is also offered in two varieties with the base ring moulded in place (for DML or Tasca/Asuka), but oddly these one-piece shells are slightly more expensive than the two separate parts due to the odd way Shapeways calculates prices. The guns also have two variants - with barrels or without.
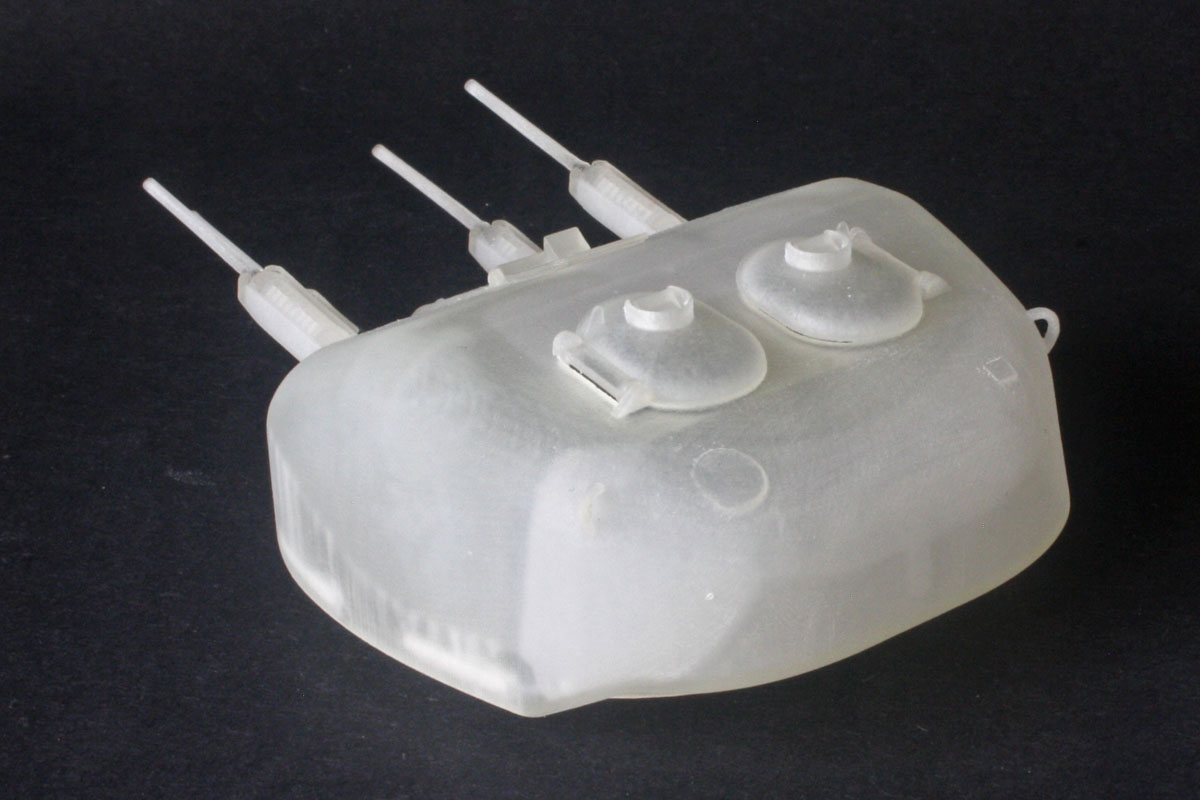
All the parts are printed in hard translucent resin that needs a thorough wash in warm soapy water and a good rinse in clean tap-water to get rid of residual oils and wax from the manufacturing process. Be aware that thin parts like the lift-rings can be extremely brittle compared to plastic and prone to snapping off under pressure, so try not to knock them.
review
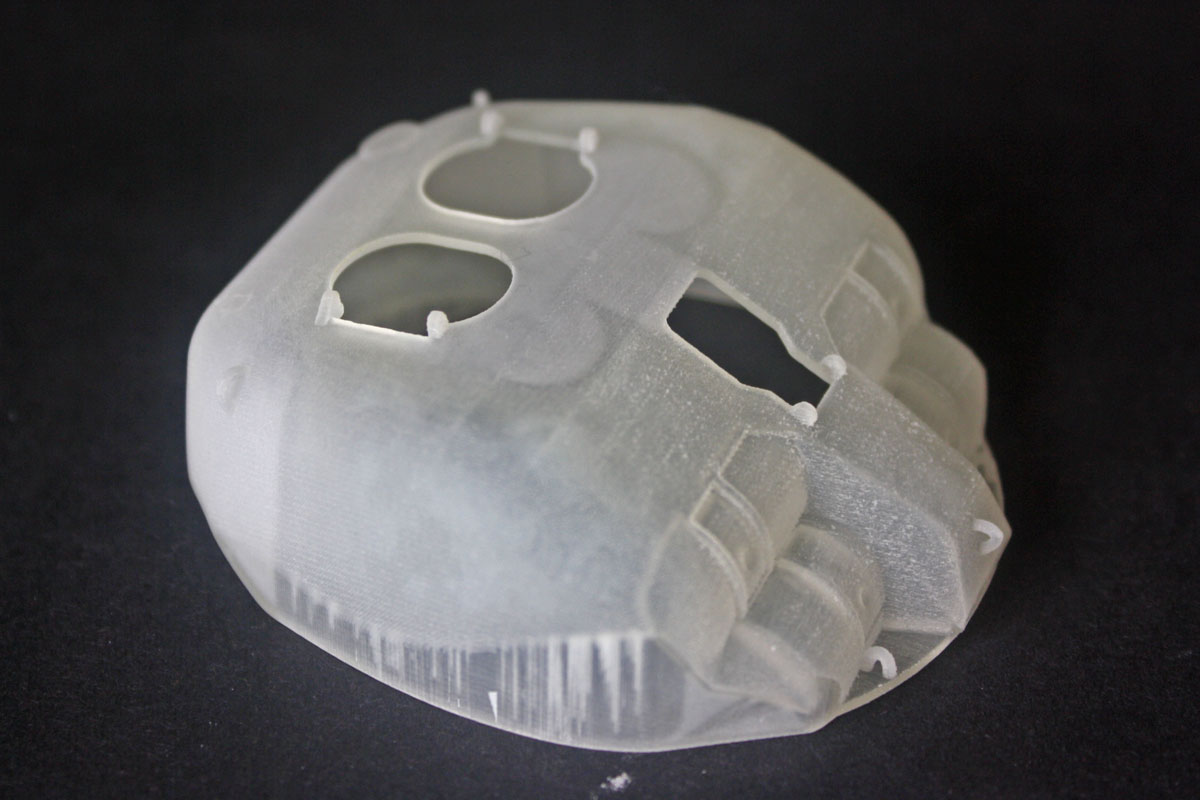
I followed Iain's efforts here on Armorama over the past year or so, and he was ably supported by comments and reference materials along the way, so I for one am very happy with the look of the finished shell. The only big omissions are the barrel-like lock for the front hatch, and the prominent "D in stop-sign" casting mark seen on the rear of the bustle in some pics of surviving turrets - these will be added on mine with a little plastic rod and some Archer transfers.
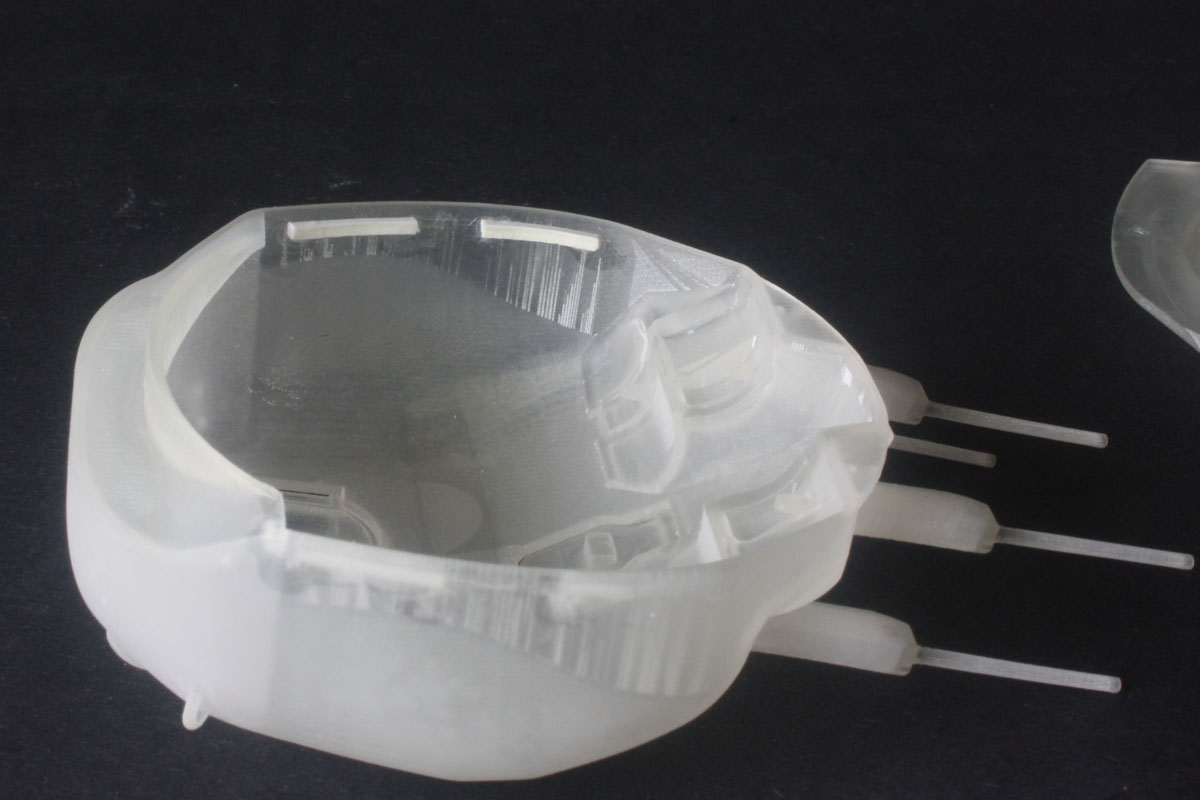
There is a rough surface caused by the support wax used in printing, and it has caused odd streaking down the sides of the turret. This is easy to smooth out with a sanding stick. The hatches are meant to hang inside the shell by a tiny sprue - mine had broken off but were in the package, so no biggie. The only issue is the lack of underside detail, so I will have to either button-up or do some scratching of periscopes etc if they are posed open. The base doesn't have any mounting "ledge" inside the shell, so to get a firm joint I glued strips of plastic inside the shell first to form a flange against which the base can be seated. (I had to do a light sanding of the front edges of the base to make it fit - the printing process can leave little burrs on parts.) Note that my DML base does not have any locking tabs to hold it onto the hull - I'll need to make some from plastic scraps.
The four guns are designed to mount in holes in the gun rotors that are part of the shell. These holes need a gentle reaming out - I used a 1.4mm drill bit for this. Or, by filling the holes and drilling new ones the guns can be posed pointing skyward! Be careful when removing the nub from the sprue attachment on the side of each gun, as the sides and bottom of the "tray" around the recoil spring are not very thick, and only touch the gun itself in a few places, so it is a tad wobbly to sand down. (It would have been better if these were made solid below the halfway line for stiffness, since the underside of the springs cannot be seen.) The barrels are ok on my example, but I bought the full guns knowing I could always snip off the barrels myself to replace with brass tube if needed.
conclusion
This is a much-welcome conversion for the venerable Sherman to make a Skink. Like all 3d-printed resin products it needs a little TLC, but should give a truly unique model!
Disclaimer: I have nothing to do with Spectre-Scale, other than being a paying customer...









Comments