

1⁄1Digital Diamonds No. 10
Pouring RTV Molds
Several people have asked for information about creating molds and casting pieces in resin or plaster. As I am working on a few new pieces for www.ScaleMilitary.com catalog, I thought it would be easy enough to photograph the system we use.A few words first RTV (Room Temperature Vulcanizing) is a type of silicon-based polymer that will create a wonderful detailed duplicate of almost anything and will even pick up the formation of a fingerprint. It is VERY expensive stuff if you are thinking about creating a few pieces for your own use, you may actually find it more economical to simply BUY the pieces commercially! For example - we purchase 2 Gallon Jugs of RTV (Part A and Part B) at a time from an industrial warehouse.
The cost is $216 for the two gallons, and it will create about 2 cubic feet of molds. The mold you will see in this piece represents about $40US of RTV materials, and the piece retails for $12 plaster of $22 in Resin. So as you can see, we have to sell at least 4 pieces just to break even - and that doesn't count the time and materials spent carving the original master from Balsa Foam TM, and assumes that every casting is clean and perfect. That being said - on with the show!
Size the container
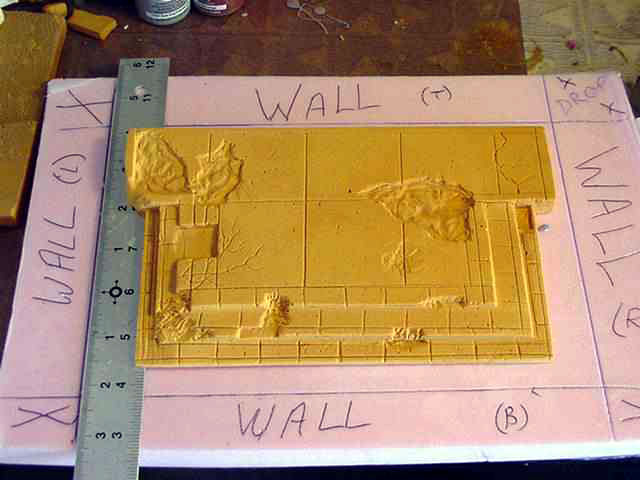
We must first build container or "coffer damn" for the mold about to be poured. We prefer to build a new container for each piece individually, for two reasons.First as mentioned above, RTV is expensive we want a container that will be large enough to provide a useable and stable mold, without wasting too much RTV liquids.
Second, we want all molds to have at LEAST a ½ inch-surrounding border, so that the mold will remain rigid around the sides when we pour in the dental plaster or resin. If the mold walls are too thin, the weight of the liquid plaster medium might make the sides of the mold temporarily "bulge", thus delivering a warped and uneven finished cast piece.
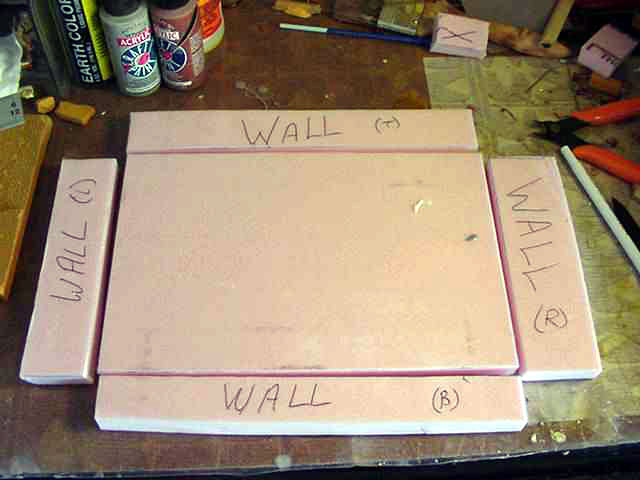
Third, we use pink insulation sheeting (typically used to insulate houses), purchased at a local hardware store in a 4-foot by 8-foot sheet. It is very cheap (approx. $5.00US) and will create many molds
why not start clean each time for best results? As we show here, it only takes about 10 minutes to create any size cofferdam ("dam").
In the photos in this section you will see photos of the sizing (1) of the base, measuring (2) of the ½ inch border, and labeling (3) and cutting (4) of the dam itself.
Assembling the Dam
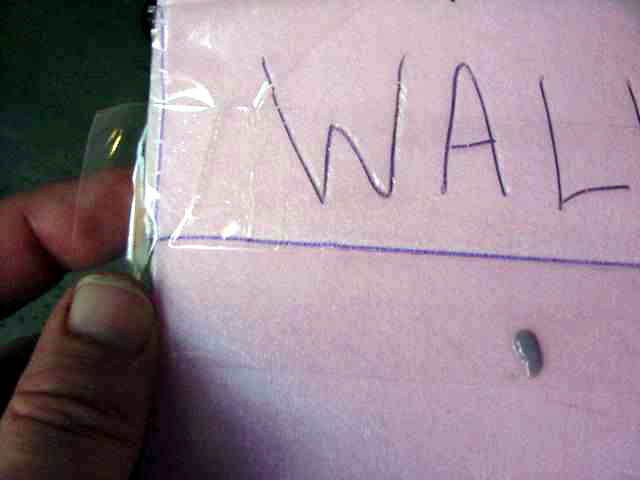
With all the pieces for the dam now sized, labeled, and cut, we begin to "side-up" the dam to hold the liquid RTV.While it is hopeful that your line cuts are fairly straight, it is not a matter of absolute need. As we build the walls, we will use lengths of clear wide cellophane tape to join the pieces together (5 and 6) and this will provide us with a leak-proof seal for any gaps that are apparent. For extra strength, we add "T-Pins" to support the tape (7).
Positioning the original
As most of our original castings are carved from sheets of light balsa foam, it is required that the original "investment piece" be secured to the base of the dam. If not, you may find the piece begins to 'float' once the RTV liquid is poured NOT a good thing, as you will have to cut and tear away at the mold to extricate your investment piece once the RTV cures. This usually damages the mold beyond usefulness, and often may destroy the investment piece.We use white glue, smeared with a finger to all edges to adhere the piece to the base (8). By carefully smoothing out the paste to the edge, you will also create a boundary for the RTV further insuring that you get a clean-edged mold. Once you have a full coating, position the piece into the center of the dam (9), and allow a few minutes for the glue to set up.
Pouring the RTV
Once everything is in place, we now mix equal portions of the base polymer silicone (10), and the platinum-based catalyst. While tin-based catalyst is available and costs about 20% less, we have found superior results using the platinum-base catalyst. The molds last longer, cure faster, and have a better level of overall detail after multiple castings.The RTV in it's liquid state is quite thick, gooey, and sticky! Stir thoroughly with a wood or metal spatula, and be sure to scrape the sides and bottom of your mixing container well to insure a solid color without swirl patterns. This normally takes a few minutes. To insure that no bubbles are formed when the RTV is poured over the fine details of the investment piece, you should use a disposable bristle brush and "paint" a thin layer over the entire surface of the investment piece (11).
Pay particular attention to areas with a lot of detail or fine cuts. Once everything is coated nicely, begin pouring the liquid RTV into the mold, starting with the lowest point, to allow air to more upward and away from the surface of the investment piece (12).
Now, if you have sealed your mold well, you can simply walk away and come back in two or three hours to a fully cured piece. On the other hand, if you see RTV liquid seeping out through any seams, you have a few minutes to "plug" the gaps before you have a huge mess on your hands. We recommend modeling clay for this task. It will easily plug the seams, and won't react unfavorably to the RTV solution.
Final Steps
If you have made it this far in casting a one-sided mold, you are close to seeing the final rewards. While there are more considerations used for creating a two-part mold (another article perhaps?), you can see that the overall process, while detailed, is quite simple.Once the RTV has cured in a few hours (12), and feels dry to the touch, you can gently pull away the pins and tape to remove the sidewalls. While you have glued the investment piece to the base of the dam, you will probably find it is still easy to remove. The brand of insulation sheeting we use has a thin removable waterproof film over the surface, and we find that you can usually separate this film from the base, and then pull the film away from the glued bottom surface of the investment piece for other uses (we use ours to create the demo photos shown on our website).
For the expedient purpose of this article we didn't wait until the RTV cured for the piece we just poured. Instead, we will show you a picture of another piece poured earlier this week (13), compared to the actual mold (14). As you can see, the detail of the reproduction is excellent (15).
Final Words
Your RTV mold is now ready for casting. The great thing about RTV, as opposed to another mold medium, is that plaster and resin can be cast into the same mold, and no "separating" compound needs to be used. This means your finished casting can be easily pulled directly from your mold, and you save the cost of the separating material as well.Carefully clean your mold with soap and cool water after each casting, and pat them dry with a soft lint-free cloth. We store ours flat in our desk vault trays in the studio, and label them with special instructions, descriptions, and required volumes of plaster or resin required to cast a finished piece. A permanent felt-tipped marker does this trick just fine.
After a mold has been inspected, we immediately pour a resin copy as our new investment piece and archive it, should we ever loose the mold, or it needs to be replaced due to wear and tear. As mentioned earlier, we also save our original investment pieces to create the demo products used for show on our website. A few are shown here below.
If you have further questions or comments, be sure to drop me a note here on ARMORAMA, or on our website ( www.ScaleMilitary.com).
 Pic 1
Pic 1 Pic 2
Pic 2 Pic 3
Pic 3 Pic 4
Pic 4 Pic 5
Pic 5 Pic 6
Pic 6 Pic 7
Pic 7 Pic 8
Pic 8
 Pic 11
Pic 11 Pic 10
Pic 10 Pic 15
Pic 15 Pic 16
Pic 16 Pic 17
Pic 17











About the Author


FROM: TEXAS, UNITED STATES
After a hiatus of several years following the sale of my hobby shop (Hobby Annex in Dallas, TX), I am ready to build again... I love dioramas, with a focus on WW2 and tend to spend a lot of time documenting my work... any questions, just let me know! - Keith
Comments






All Rights Reserved. Please read our Conditions of Use and Privacy Policy.